地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
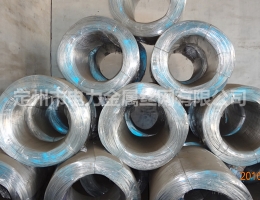
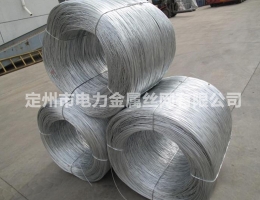
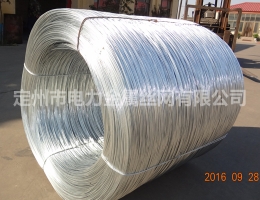
热镀丝工艺流程上料的注意事项:
上料是热镀丝最开始的工序,在上料时需要注意:用于热镀丝的钢管,为了避免造成漏镀,不允许把标识物贴在钢管的内、外壁上;钢管的外表面需要清洁干净,不得粘有油污,否则会造成大批不合格品;钢管在生产后消除钢管的内应力,一定要矫直;钢管外表面出现凹凸不平的腐蚀不能镀锌,否则将浪费大量盐酸。
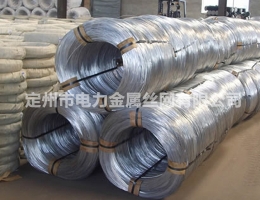
锌溶剂处理:常温下保持溶剂干净;钢管进入溶剂槽内,不允许钢管表面露出溶剂。把钢管全部浸入溶剂内,等钢管两端不冒气泡为止,再吊起钢管的一侧上下振动,吊起钢管控净溶剂后进入烘干台架;钢管在溶剂中浸泡时间为60~120秒,当班回镀管浸泡3~5分钟,接班回镀管浸泡5~10分钟;钢管在溶剂处理过程中钢管的倾斜角度不大于15°;溶剂处理后的热镀丝钢管,不要淋上水,放入烘干台架摆平。


--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com