地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
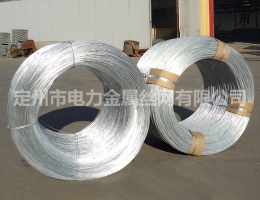
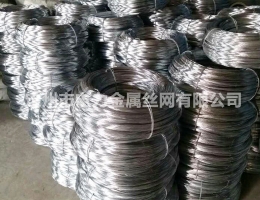
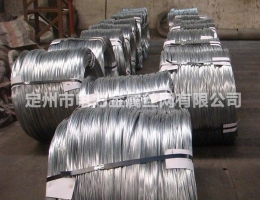
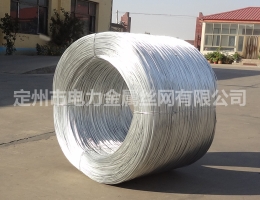
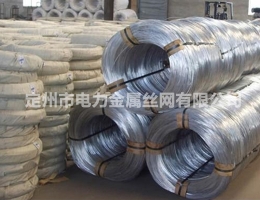
大卷镀锌丝的生产工艺过程:
1、镀前消除应力凡最大抗拉强度大于1034Mpa的关键、重要件镀前应在200±10℃下消除应力1小时以上,渗碳或表面淬火件应在140±10℃下消除应力5小时以上。清洗所用的清洗剂应对镀层的结合力无影响,对基体无腐蚀。
2、酸活化酸活化液应能除去零件表面的锈蚀产物、氧化膜(皮),对基体无过腐蚀。镀锌镀锌可使用锌酸盐镀锌或氯化物镀锌等工艺,应使用合适的添加剂以获得能满足本标准所要求的镀层。出光镀后应进行出光处理。
3、钝化需除氢的零件应在除氢后再进行钝化,钝化前应用1%H2SO4或1%盐酸活化5~15s。除非设计图上另有规定,大卷镀锌丝钝化应采用彩色铬酸盐处理。


--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com