地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
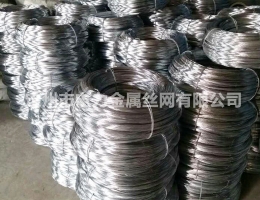
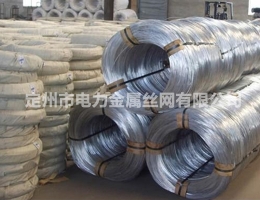
大卷镀锌丝拉拔率测定操控:以拉拔率操控镀锌丝拉拔时,操控值要由实验断定。实验测守时要求,每个试件都要按标准规则的拉拔应力测定相应的拉拔率,并取试件的均匀值作为该炉该批镀锌丝的实践拉拔率。假如镀锌丝强度偏高,均匀地拉拔率低于1%时,在镀锌丝拉拔时,仍要按1%的拉拔率操控。
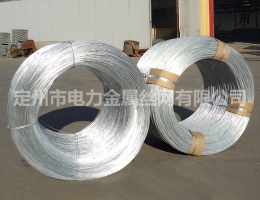
大卷镀锌丝拉拔时,不能用拉拔率操控,并且要拉拔多根衔接的镀锌丝,每根的拉拔率和操控应力都要契合标准规则。拉拔速度操控:要使镀锌丝充沛变形,就要恰当操控拉拔速度,一般以0.5--1.0为宜。
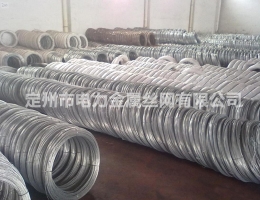
选用镀锌改拔丝单控,施工简略便利。但关于原料不均匀的镀锌丝,不可能逐根实验拉拔质量得不到确保。双控办法能够防止上述问题。拉拔时,关于操控应力现已到达,拉拔率没有超越答应值得,能够以为合格。


--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com