地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
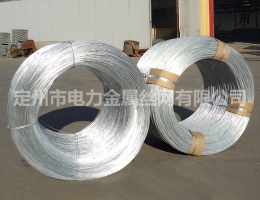
1、严格控制大卷镀锌丝镀液pH值,研究表明,镀液pH值的大小直接影响钢丝镀层的质量,pH值控制不当,会造成镀层疏松。当pH值大于3时,钢丝镀层有细小枝晶产生的毛刺,表面不光滑。严格按照多道次小压缩率拉拔,总压缩率为96.48%,减少锌层的刮削。冷却循环系统采用喷淋的方式对拉丝模进行冷却,及时将拉丝机在高速拉拔中所产生的大量热量带走,保证钢丝的质量。
2、严格控制电流密度。从微观形貌来看,电流密度越大,锌层晶粒沉积越大,相应的锌层越不致密。反之则离子沉积越致密,锌层面质量越好。在保证表面锌层致密光亮的情况下,要使单位面积锌层面质量达到80g/m2,需将工艺参数优化如下:电流密度为16~20A/dm2,硫酸锌溶液质量浓度为500g/L,pH值为2.5~3.0。
3、整套拉丝模材质采用钨钢模具和聚晶模具组合,拉丝模工作锥的角度为12°~16°,定径带长度为钢丝直径的0.15,以保证锌层的变形与钢丝基体基本同步。控制拉拔过程参数:收线速度10~12m/s;收线张力8~10N;定尺长度30km;润滑剂质量分数3.5~4.5%;润滑剂pH值7~8;润滑剂温度30~40℃。
经过工艺的优化,批量生产直径0.80mm电镀锌钢丝电镀锌锌层面质量全部控制在80~90g/m2,锌层面质量散差很小;后续的水箱拉拔制绳钢丝进行了锌层检测,结果表明:平均锌层面质量14.5g/m2,锌层损失小于5%,钢丝抗拉强度为2300~2500MPa。不仅有效控制了电镀锌制绳原料钢丝的锌层面质量,而且减少了不必要的浪费,降低了生产成本。


--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com