地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
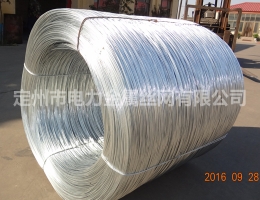
热镀丝是采用优质低碳钢,经过拉拔成型、酸洗除锈、高温退火,热镀锌,冷却等工艺流程加工而成。硬质绝热制品的绝热层,可采用16号~18号镀锌铁丝双股捆扎,捆扎的间距不应大于400mm.但公称直径等于或大于600mm的管道或相应的设备,应在捆扎后,另用10号~14号镀锌铁丝或包装钢带加固,加固的间距宜为500mm。
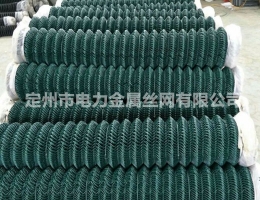
半硬质及软质绝热制品的绝热层,应根据管道直径及设备的大小,采用包装钢带、14号~16号镀锌铁丝或宽度为60mm的粘胶带进行捆扎。其捆扎的间距,对半硬质绝热制品不应大于300mm。对软质毡、垫不应大于200mm。

热镀丝大气相对湿度在相同温度下,大气的水蒸气含量与其水蒸气饱和含量的百分比,叫做相对湿度。在某一相对湿度以下,金属防锈油锈蚀速度很小,而高于这一相对湿度后,锈蚀速度陡然增加。禁止人体皮肤直接接触酸碱。酸雾超过国家规定指标时,要及时采取措施治理,否则不准生产。
热镀锌铁丝安全的操作规程:清除工作场地及设备上一切妨碍活动的工具及堆放物。酸洗时将铁丝缓缓放入缸内,防止酸液溅在身上。加酸时必须将酸缓缓倒入水内,禁止将水倒入酸内,以防酸液溅出伤人。工作时应戴防护眼镜。收线和操作应注意安全,其他人未经同意,不得上车操作。线盘应轻放,堆放要牢靠、整齐,不得高于5盘。

--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com