地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
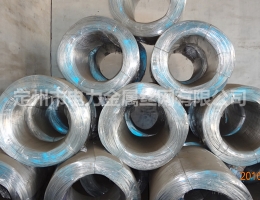
热镀丝采用低碳钢盘条加工而成,经过拉拔成型、酸洗除锈、高温退火,热镀锌,冷却等工艺流程加工而成。硬质绝热制品的绝热层可采用16号~18号镀锌铁丝双股捆扎,捆扎的间距不应大于400mm.但公称直径等于或大于600mm的管道或相应的设备,应在捆扎后,另用10号~14号镀锌铁丝或包装钢带加固,加固的间距宜为500mm。
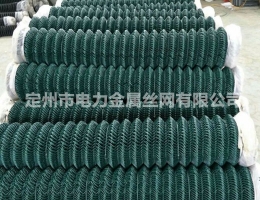
半硬质及软质绝热制品的绝热层,应根据管道直径及设备的大小,采用包装钢带、14号~16号镀锌铁丝或宽度为60mm的粘胶带进行捆扎。其捆扎的间距,对半硬质绝热制品不应大于300mm;对软质毡、垫不应大于200mm。
为了镀锌铁丝在沉积层的外表向局部除去表面膜层、表面夹杂等缺陷可以通过常规技术发现并处理;过量的泡沫是由于肥皂和可皂化脂肪类的表面活性物质带进槽液中而形成的。中等的泡沫形成速度可能是无害的。在槽液中存在的大旦的微小同体颗粒,能够稳定泡沫层,但过多固体颗粒的积累会引起爆炸。
用活性炭席化以除去表面活性物质,或通过过滤使泡沫不太稳定,这都是有效的措施,也应采取其他措施使表面活性物质的带入量减小。有机物的带入可使电镀速度明显降低。尽管化学配方有利于高的沉积速度,但有机物带人后,使镀层厚度不能满足要求,因此可用活性炭来处理槽液。


--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com