地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
1、钢构尺寸大小、重量
钢构尺寸以能一次全数浸入锌液,以达到均一镀锌皮膜组织为好,若太长或太宽,以致须分两次浸镀作业者,接合处的锌层外观将会显得粗涩、太厚等不良。另外如钢构的单重太重,超过镀锌设备负荷者,将使其作业困难。故与热浸镀锌厂事前的沟通。
2、钢构的材质
钢构的材质,会影响热浸镀锌皮膜的组织、厚度等。如高张力钢材含硅、碳量较高,易于快速地与熔锌反应,合金化过度成长的结果,将造成灰黑色的外观,但并不影响其防蚀性能。又如热处理钢材,若其抗拉强度超过90kg/mm2时,经热浸作业后,易使其强度降低等。
3、异种金属的组合
如钢材与铜、锡、铅等非铁金属的组合,于热浸作业时,此非金属的溶出,将会造成锌皮膜组织的变化。又如新旧钢材的组合,于酸洗作业时,新材质易酸洗过度。此外如部份加工构件,加工处的酸洗过度亦是。
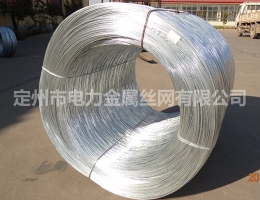
铁丝厂介绍热浸镀锌的原理,简单的说即是将已清洗洁净的铁件,经润湿作用,浸入锌浴中,使钢铁与熔融锌反应生成一合金化的皮膜。镀锌丝是使用低碳钢盘条加工而成,经过拉拔成型、酸洗除锈、高温退火、冷却等工艺流程加工而成的。镀锌丝在使用上是较广泛的。
镀锌丝进行电镀时温度要控制在30一50℃。由于镀液中的氯离子具有很强的腐蚀性,因此一般采用石英玻璃加热器。连续生产时不需加热,反而需降温冷却。冷却可在槽边密排薄壁塑料管,通以流动自来水进行冷却,也可用钛管做控温装置。


--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com